
Obțineți o cotație

+86-18862679789


admin@evertopest.com

performanța de extrudare diferă cu diferite direcții de rotație?
În procesul de amestecare a materialelor, performanța extruderului cu două șuruburi determină în mod direct efectul de amestecare a materialului, eficiența producției și calitatea produsului final. În funcție de direcția de rotație a șurubului, extruderele cu două șuruburi sunt împărțite în extrudere cu două șuruburi co-rotative și extrudere cu două șuruburi contrarotative, iar principala diferență dintre cele două constă în direcția de rotație a șurubului. Ceea ce pare a fi doar o diferență în direcția de rotație are ca rezultat diferențe semnificative între cele două în ceea ce privește caracteristicile de procesare, capacitatea de amestecare și compatibilitatea produsului.
Principala diferență dintre dublu șurub co-rotativ și dublu șurub contrarotativ constă în procesul de interacțiune al șuruburilor:
• Când cele două filete ale unui dublu șurub co-rotativ împing materialul, împingerea lor se suprapune;
• Când cele două linii de filet ale unui material de împingere cu două șuruburi contrarotative, împingerea lor se anulează reciproc.
Acest lucru determină principiul de bază de lucru și caracteristicile de performanță atât ale șuruburilor duble co-rotative, cât și cele contrarotative.
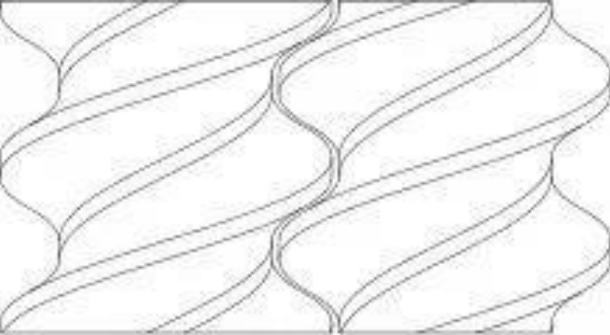
Figura 4 Montarea șurubului dublu co-rotativ
Modul de împerechere al șurubului dublu co-rotativ este prezentat în Figura 4. Cele două șuruburi ale șurubului dublu co-rotativ se rotesc în aceeași direcție, iar filetele șuruburilor sunt ambele drepte. Determinarea direcției de transport a materialului este aceeași cu cea a unui singur șurub.
Modul de împerechere al șurubului dublu cu rotație inversă este prezentat în Figura 5. Cele două șuruburi ale șurubului dublu cu rotație inversă se rotesc în direcții opuse, iar filetele celor două șuruburi se rotesc în direcții opuse. Cele două șuruburi se rotesc spre exterior. Adică, de-a lungul direcției de extrudare, partea dreaptă este șurubul din stânga, care se rotește în sensul acelor de ceasornic, iar partea stângă este șurubul din dreapta, care se rotește în sens invers acelor de ceasornic.
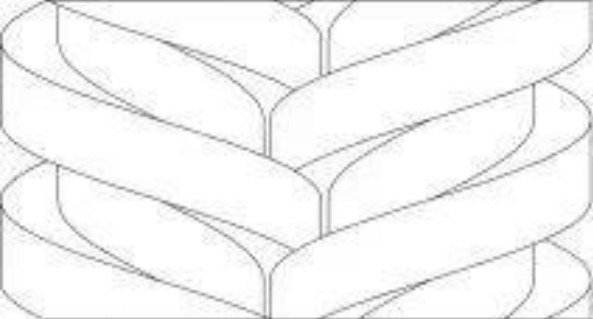
Figura 5 Fixare cu două șuruburi contrarotative
Analiza rezultatelor experimentului de simulare
Câmpul fizic
1
Câmp de presiune
După cum se vede din harta norilor de presiune (Figura 6) și curba de variație a presiunii (Figura 7):
În procesul de extrudare cu două șuruburi co-rotative, presiunea din canalul de curgere fluctuează. Referindu-ne la structura după potrivirea cu două șuruburi co-rotative (Figura 4), se constată că fluctuația presiunii fluctuează în sus și în jos odată cu poziția coamei șurubului. Acest lucru se datorează faptului că coama șurubului este o parte proeminentă mare a suprafeței șurubului, iar materialul extrudat este supus la forțe de extrudare și forfecare mai puternice atunci când trece prin coama șurubului, astfel încât presiunea este adesea relativ mare în poziția coamei șurubului.
În extrudarea cu două șuruburi contra-rotative, presiunea din canal crește mai întâi și apoi scade de-a lungul direcției de extrudare, iar presiunea locală ridicată apare în poziția de mijloc. Referindu-ne la structura montajului cu două șuruburi contrarotative (Figura 5), se constată că presiunea locală ridicată are loc la punctul de îmbinare de-a lungul mijlocului direcției de extrudare. Acest lucru se datorează faptului că cele două șuruburi se rotesc în direcții opuse, iar fluxul de material este neuniform sau blocat în timpul procesului de extrudare, care se acumulează în poziția de mijloc și apoi formează presiunea ridicată locală în canal.
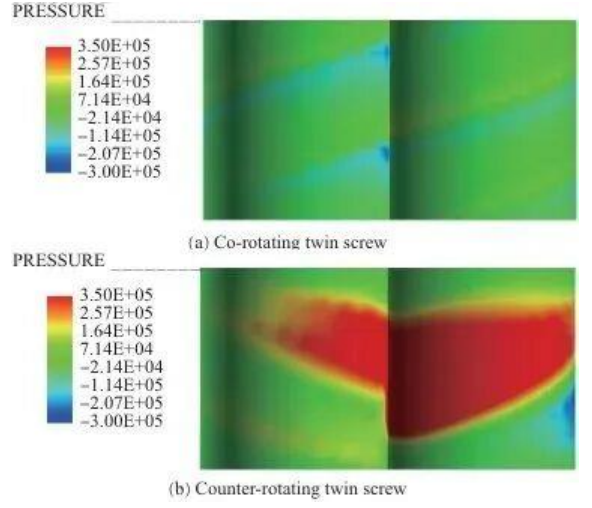
Figura 6 Diagrama norului de presiune în canal în timpul procesului de extrudare
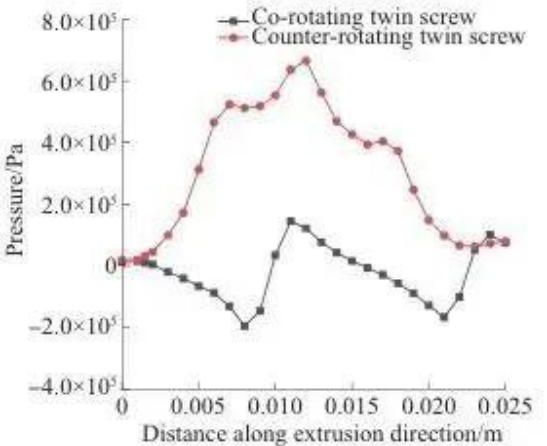
Figura 7 Curba de variație a presiunii
2
Câmp de viteză de forfecare
După cum se vede din norul vitezei de forfecare (Figura 8) și curba de variație a vitezei de forfecare (Figura 9):
Atât în extrudarea cu două șuruburi co-rotative, cât și în extrudarea cu două șuruburi contrarotative, rata de forfecare este mai mare la coama șurubului și mai mică la canelura șurubului. Motivul acestui fenomen este că materialul curge mai repede în golurile înguste, iar decalajul dintre crestele șuruburilor și peretele interior al cilindrului este mai mic, astfel încât rata de forfecare este mai mare, în timp ce distanța dintre canelurile șuruburilor și peretele interior al cilindrului este mai mare, deci rata de forfecare este mai mică.
Rata locală mare de forfecare în șurubul dublu contrarotativ este cauzată de scurgeri.
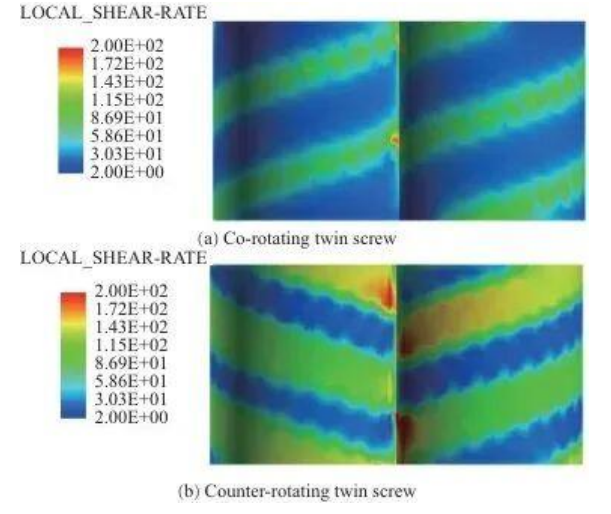
Figura 8 Norul vitezei de forfecare în timpul extrudarii
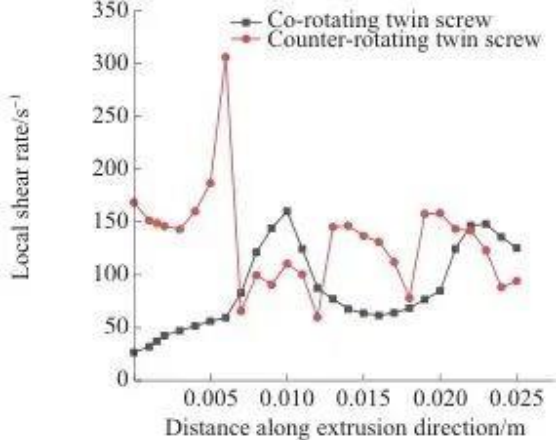
Figura 9 Curba de variație a vitezei de forfecare
Amestecarea este împărțită în principal în amestecare distributivă și amestecare dispersivă.
Amestecarea distribuită este folosită pentru a descrie procesul de distribuție a materialului, în care materialul este în mod constant rearanjat și direcționat sub împingerea rotorului șurub;
Amestecarea prin dispersie este folosită pentru a descrie procesul în care dimensiunea materialului se modifică pe măsură ce particulele de material sunt întinse și forfecate în mod constant. Metoda particulelor trasoare a fost utilizată pentru a efectua statistici matematice asupra parametrilor de traiectorie, cum ar fi timpul de rezidență, indicele de distribuție, scara de separare și distribuția maximă a tensiunii de forfecare pentru a analiza diferențele de performanță de amestecare dintre dublu șurub co-rotativ și dublu șurub contrarotativ.
Performanță de amestecare axială
Distribuția timpului de rezidență este un indicator important pentru măsurarea performanței de amestecare axială a elementelor șuruburilor. Descrie distribuția timpului de rezidență al materialelor în extrudere cu două șuruburi în două forme: funcția de distribuție a timpului de rezidență cumulativ și funcția de distribuție a timpului de rezidență, care sunt exprimate, respectiv, prin funcția de probabilitate și funcția de densitate de probabilitate.
1 Distribuția cumulativă a timpului de ședere
Curba de distribuție a timpului de stație cumulativ (Figura 10) descrie distribuția de probabilitate cumulată a timpului de așteptare a fluidului sau materialului în extruder.
După cum se arată în Figura 10, în dublu șurub co-rotativ, timpul în care particulele trasoare ies pentru prima dată din rulotă este de 1,00 s, timpul când ies complet din rulotă este de 54,82 s, iar lățimea distribuției timpului de stație este de 53,82 s.
În șurubul dublu cu rotație inversă, timpul pentru ca particulele trasoare să curgă mai întâi din canal este de 1,48 secunde, timpul pentru care acestea să curgă complet din canal este de 59,80 secunde, iar lățimea distribuției timpului de rezidență este de 58,32 secunde.
Curba de distribuție a timpului de staționare cumulativ a șurubului dublu co-rotativ este deasupra timpului de repaus cumulat al șurubului dublu co-rotativ, iar o curbă mai mare indică faptul că mai multe particule curg din canal la un moment dat.
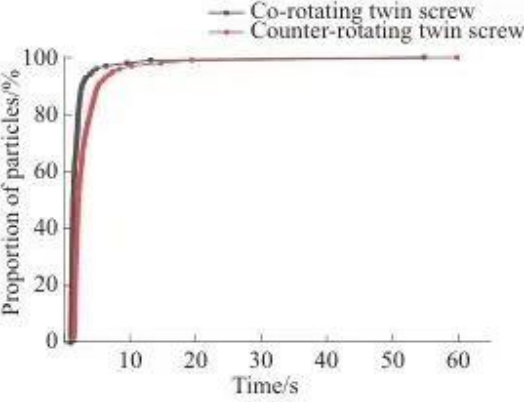
Figura 10 Distribuția timpului de stație cumulat
2 Distribuția timpului de ședere
Curba de distribuție a densității probabilității timpului de rezidență descrie distribuția probabilității timpului de rezidență al materialului în extruder pe diferite perioade de timp. O densitate de probabilitate mai mare înseamnă o probabilitate mai mare de rezidență a materialului în acea perioadă, în timp ce o densitate de probabilitate mai mică indică un timp de rezidență relativ mai scurt. Din funcția de densitate de probabilitate a distribuției timpului de rezidență (Figura 11), se știe că:
În dublu șurub co-rotativ, majoritatea particulelor sunt concentrate la 1,00 până la 1,99 secunde, iar în dublu șurub cu rotație inversă, majoritatea particulelor sunt concentrate la 1,48 până la 2,97 secunde. Curba corespunzătoare a șurubului dublu co-rotativ este mai la stânga, iar vârful este mai mare, ceea ce indică faptul că capacitatea de transport a șurubului dublu co-rotativ este mai puternică. Motivul pentru acest fenomen poate fi că în timpul procesului de extrudare cu două șuruburi co-rotative, materialul este transportat forțat de-a lungul unui traseu în formă de „∞” de către șurub.
În extrudarea cu două șuruburi contra-rotative, materialul se mișcă într-o formă de „C” și se amestecă și reacționează în mod repetat în camera în formă de C, rezultând un timp de permanență prelungit.
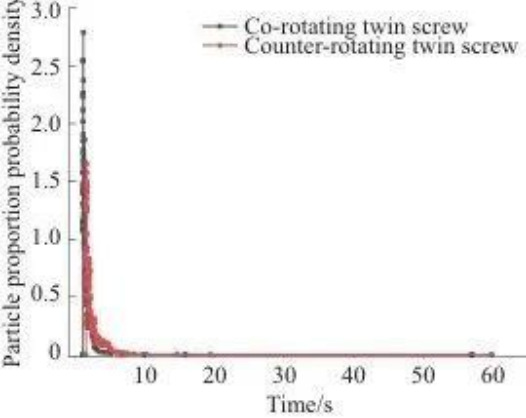
Figura 11 Distribuția timpului de ședere
Performanță de amestecare distribuită
1 Indicele de distribuție
Indicii de distribuție descriu proprietățile reologice și comportamentul curgerii materialelor extrudate. Din curba indicelui de distribuție (Figura 12) se poate observa că uniformitatea de distribuție a șurubului dublu cu rotație inversă este mai bună decât cea a șurubului dublu co-rotativ.
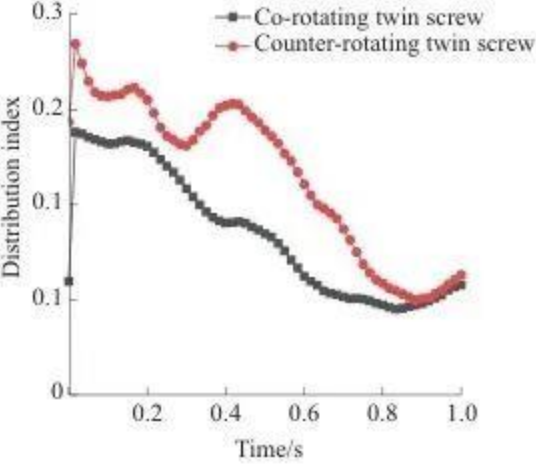
Figura 12 Indicele de distribuție
2 Scala de separare
Scalele de separare caracterizează procesele de amestecare distribuită. Figura 13 prezintă curba scării de separare. La momentul inițial, cele două particule sunt de fiecare parte a orificiului de admisie, astfel încât valoarea scării de separare este mare. Pe măsură ce timpul crește, scara de separare scade sub efectul de amestecare cu șurub, curba scade, gradul de distribuție a amestecării particulelor de suprafață se adâncește treptat și există un fenomen de fluctuație în timpul procesului, care este cauzat de agregarea particulelor în timpul procesului de curgere.
Curba de scară de separare a șurubului dublu co-rotativ este întotdeauna sub cea a șurubului dublu cu rotație inversă, ceea ce indică faptul că este mai uniformă în distribuție.
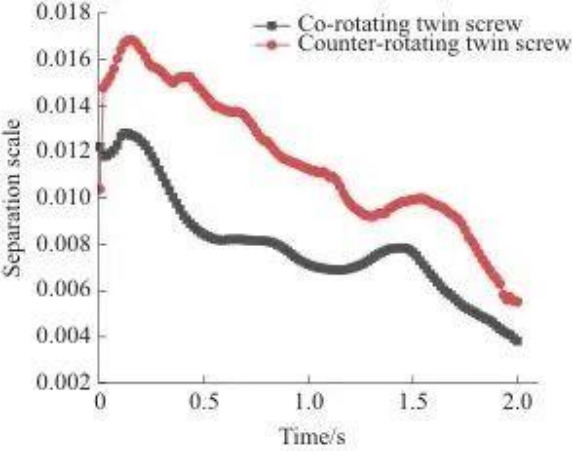
Figura 13 Scala de separare
În extrudarea cu două șuruburi co-rotative, cele două șuruburi se rotesc în aceeași direcție și formează un efect puternic de forfecare la punctul de îmbinare, iar materialul se schimbă de mai multe ori între șuruburi, ceea ce ajută la obținerea unei distribuții uniforme a amestecării.
În extrudarea cu două șuruburi contrarotative, cea mai mare parte a materialului este reținută în camera în formă de C, doar o cantitate mică de material curgând din spațiu pentru a fi supus la forfecare și întindere. Etanșarea este bună, reducând curgerea neregulată a materialului în canal și astfel se reduce și uniformitatea amestecului.
Performanță de dispersie și amestecare
Procesul de dispersie și amestecare este un proces în care dimensiunea particulelor continuă să scadă, iar forțele de forfecare și de tracțiune la care sunt supuse particulele de material joacă un rol semnificativ în acest proces.
Efortul de forfecare maxim experimentat de particula trasoare indică procesul de forfecare pe care îl suferă particulele trasoare în timpul procesului de extrudare cu două șuruburi. Cu cât este mai mare proporția de particule trasoare care se confruntă cu forfecare ridicată, cu atât efectul de dispersie a șurubului este mai bun.
Figura 14 prezintă curba de probabilitate maximă a tensiunii de forfecare. După cum se poate observa din Figura 14, curba corespunzătoare dublu-șurubului contrarotativ este deasupra celei a dublu-șurubului co-rotativ.
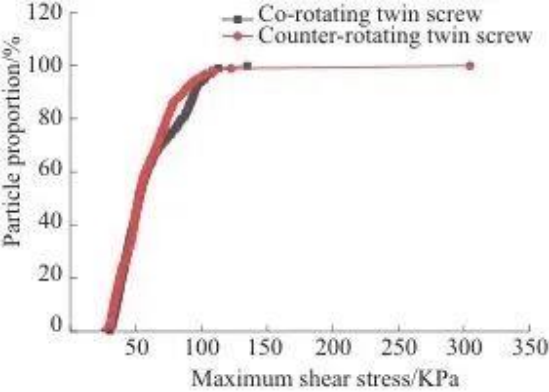
Figura 14 Probabilitatea maximă a tensiunii de forfecare
Figura 15 prezintă curba densității probabilității tensiunii maxime de forfecare. Din figura 15, se poate observa că efortul de forfecare maxim suportat de particule este concentrat la vârful proeminenței curbei.
Cele două caracteristici de curbă indică faptul că șurubul dublu cu rotație inversă are o capacitate de dispersie mai puternică și poate oferi efecte de forfecare și tracțiune mai puternice decât șurubul dublu co-rotativ.
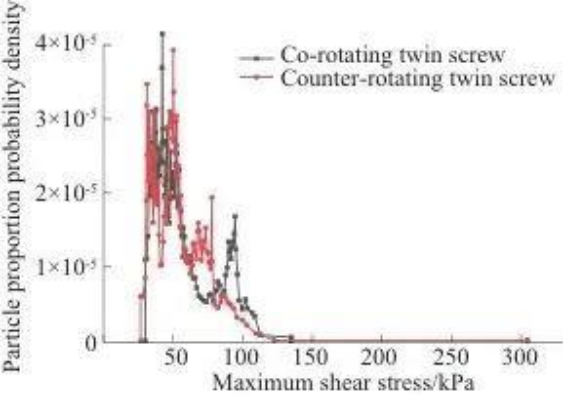
Figura 15 Densitatea de probabilitate maximă a tensiunii de forfecare
Analiza rezultatelor experimentale
Analiza încercării de impact la tracțiune
Figurile 17 și 18 prezintă datele de încercare la tracțiune și, respectiv, la impact.
Rezistența la tracțiune și deformarea la rupere a canelurilor de material extrudate prin extrudare cu două șuruburi co-rotative au fost ușor mai mari decât cele extrudate prin extrudarea cu două șuruburi contrarotative.
Absorbția energiei la impact și rezistența la impact a canelurilor de material extrudate prin extrudarea contra-șurubului sunt ușor mai mari decât cele extrudate prin extrudarea co-șurub.
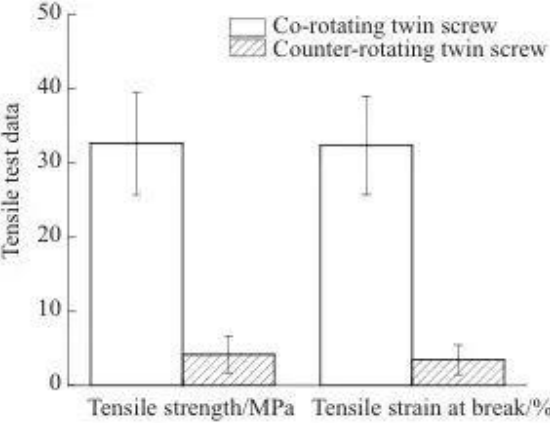
Figura 17 Date de încercare la tracțiune
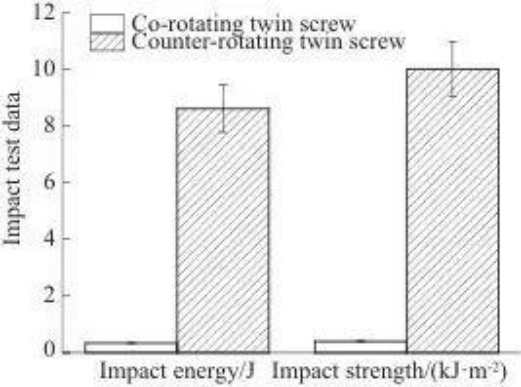
Figura 18 Date test de impact
Rezultatele testelor reologice
Proprietățile reologice ale polimerilor se reflectă în mod obișnuit în modulul de stocare (G’), modulul de pierdere (G’) și vâscozitatea compozitului (η*). Modulul de stocare reflectă elasticitatea materialului, modulul de pierdere reflectă vâscozitatea materialului, iar vâscozitatea compozită reflectă greutatea moleculară. Fluiditatea topiturii polimerului depinde de capacitatea segmentelor lanțului molecular de a se mișca. Extrudarea cu șurub modifică structura moleculară a PLA, determinând ruperea lanțurilor sale moleculare și reducându-i vâscozitatea.
Figura 19 prezintă curba vâscozității compozite η* cu frecvența unghiulară. Din figura 19 se poate observa că η* scade odată cu creșterea frecvenței unghiulare.
Din cauza diferenței structurale, șurubul dublu contrarotativ are o capacitate mai puternică de dispersie și amestecare, iar lanțul molecular se rupe mai complet. Prin urmare, η* al materialului extrudat de șurubul dublu cu rotație inversă este mai mic decât cel al șurubului dublu co-rotativ.
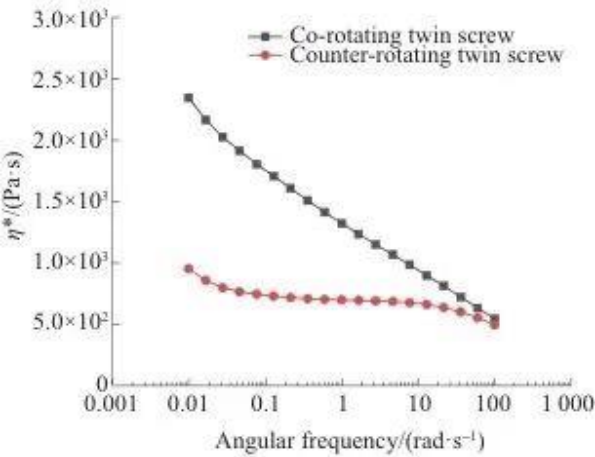
Figura 19 Curbele ale η * cu frecventa unghiulara
Rezumat
Avantajele extruderelor cu două șuruburi co-rotative:
• Câmpul de curgere (în special presiunea) este relativ stabil.
• Capacitate de amestecare a distribuției extrem de puternică, uniformitate ridicată a distribuției materialului.
• Timpul scurt de rezidență al materialului și eficiența ridicată de transport facilitează prelucrarea materialelor sensibile la căldură și reduc riscul degradării termice.
• Produsele extrudate au proprietăți de tracțiune mai bune.
Avantajele extruderelor cu două șuruburi contrarotative:
• Capacitate mai mare de creștere a presiunii (dar aveți grijă la posibila presiune locală ridicată).
• Forfecare mai intensă, capacitate superioară de dispersie și amestecare. Poate oferi un efect de întindere mai puternic.
• Timp de păstrare mai lung și distribuție mai largă a materialelor, potrivite pentru procese care necesită timp suficient de reacție sau amestecare.
• Produsele extrudate au o rezistență la impact mai mare și o vâscozitate mai scăzută a topiturii (rupturi mai aprofundate ale lanțului molecular).
Panourile cu miez din aluminiu 3D domină sectoarele arhitecturale și de transport de înaltă rezistență The Linie de producție de panouri compozite cu miez de aluminiu 3D deservește trei industrii cel mai extins: ingineria faț...
View MoreDe ce echipamentele cu panouri incombustibile A2 oferă o siguranță și eficiență de neegalat The Linie de producție de panouri compozite metalice ignifuge A2 incombustibile este soluția definitivă pentru siguranța construcției moderne. În comparație...
View MoreMașină de nivelare cu trei role: Verdict operațional direct Principiul de lucru pe scurt: A nivelator cu trei role funcționează prin trecerea unei foi de metal între trei role decalate (două inferioare, una superioară). Materialul suferă o...
View MoreIndustriile care au nevoie de a linie de producție de panouri compozite cele mai multe sunt construcția și placarea arhitecturală, transportul (vehicule feroviare, aerospațiale și comerciale), camerele curate și facilitățile industriale, interioarele com...
View More
Clustere industriale din satul Tanshang, Ganghua Road, Jingang Town, Zhangjiagang City, Jiangsu Prvince, China

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Drepturi de autor © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Toate drepturile rezervate. Producători de linii de producție de panouri compozite personalizate






